Storeroom autonomous mobile robots in San Jose are increasingly being used by manufacturing, electronics, life sciences, and distribution facilities to automate internal material movement. These indoor robots operate entirely within facilities, transporting parts, tools, and inventory between storerooms, production lines, and workstations without manual handling.
As labor shortages continue across the Bay Area and inventory movement demands increase, many San Jose businesses are turning to AMRs to reduce walking time, improve material availability, and stabilize operations. Unlike traditional forklifts or conveyor systems, storeroom AMRs navigate dynamically alongside people, making them well-suited for fast-changing facility layouts.
This guide explains how storeroom autonomous mobile robots work, where they deliver the most value, and how San Jose facilities can evaluate automation readiness.
Key Takeaways
Storeroom AMRs are transforming internal logistics across San Jose manufacturing and industrial facilities by automating repetitive material movement.
AMRs operate safely inside active facilities, supporting storerooms, tool cribs, MRO areas, and production support zones without fixed infrastructure.
San Jose’s high labor costs and talent shortages are accelerating AMR adoption across semiconductor, electronics, medical device, and aerospace operations.
Modern AMRs use LiDAR, SLAM mapping, and fleet management software to deliver flexible navigation, real-time coordination, and scalable deployment.
When deployed strategically, storeroom AMRs improve safety, inventory accuracy, and production uptime while reducing dependence on manual transport labor.
What Are Storeroom Autonomous Mobile Robots?
Storeroom autonomous mobile robots (AMRs) are indoor, self-navigating robots designed to move materials within a facility. Unlike large warehouse automation systems, these robots are built to support short-distance, high-frequency transport tasks that occur throughout daily operations.
They are commonly deployed inside:
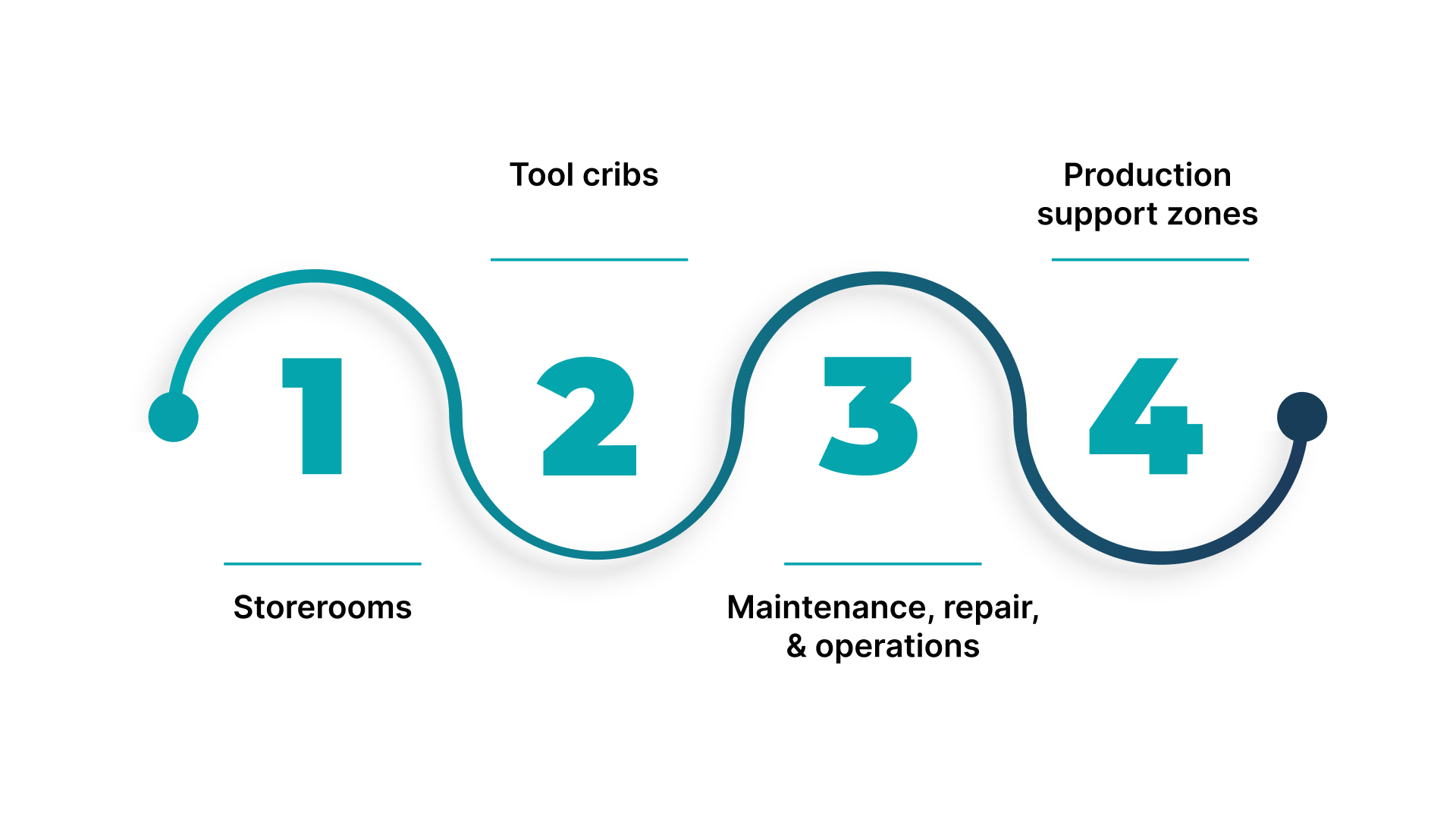
Storerooms for parts and component movement
Tool cribs for tool delivery and returns
MRO (maintenance, repair, and operations) areas for spare parts transport
Production support zones for line-side replenishment and kitting
Storeroom AMRs operate entirely indoors and are designed to move safely alongside people, carts, and equipment in active work environments.
How Storeroom AMRs Work
These robots use onboard sensors and mapping technology to understand their surroundings in real time. Instead of following fixed paths, they dynamically select routes, avoid obstacles, and adjust movement as facility conditions change.
Typical capabilities include:
Autonomous navigation using LiDAR and vision sensors
Real-time obstacle detection and avoidance
Safe operation in narrow aisles and shared spaces
Automatic docking and charging between tasks
This flexibility makes AMRs well-suited for facilities with changing layouts or variable production schedules.
AGVs vs. AMRs: Key Differences
Although often grouped together, automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) differ significantly.
AGVs:
Follow fixed routes using tape, wires, or markers
Require infrastructure changes to modify paths
Stop when obstacles are encountered
AMRs:
Navigate freely using digital maps and sensors
Adapt routes dynamically without floor modifications
Safely maneuver around people and objects
For modern storeroom environments, AMRs offer greater flexibility and lower reconfiguration effort.
Warehouse Robots vs. Storeroom AMRs
Storeroom AMRs are also different from traditional warehouse robots. Warehouse robots are typically designed for large fulfillment centers and focus on pallet movement, long travel distances, and high payloads.
Storeroom AMRs, by contrast, are optimized for:
Short-range internal transport
Frequent delivery cycles
Smaller payloads such as bins, totes, and tools
Integration within active production areas
This makes them ideal for manufacturing plants, electronics facilities, medical device production, and other operations common across San Jose and Silicon Valley.
By automating repetitive material movement inside storerooms and production support areas, autonomous mobile robots help facilities improve material availability, reduce manual handling, and maintain consistent workflows without disrupting existing layouts.
Why San Jose Facilities Are Adopting AMRs in 2026
San Jose sits at the center of Silicon Valley’s manufacturing and technology ecosystem, where facilities operate under constant pressure to maintain output while managing high labor costs and complex supply chains.
As a result, many local operations are turning to autonomous mobile robots to stabilize internal material movement and reduce dependency on manual transport.
Several regional factors are accelerating AMR adoption across San Jose and the surrounding Bay Area:
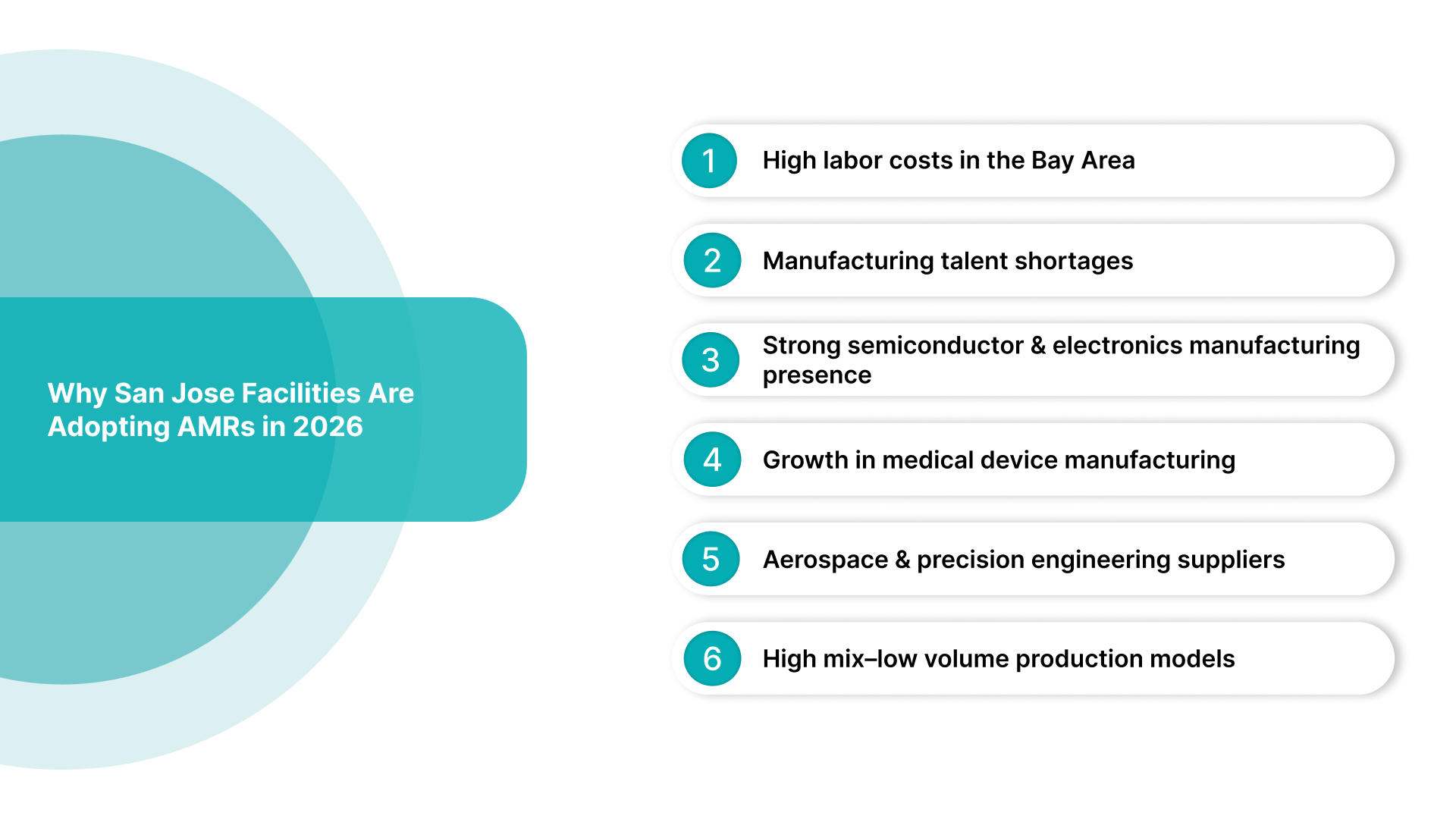
1. High labor costs in the Bay Area: San Jose consistently ranks among the highest labor-cost markets in the United States. Manual material movement roles are increasingly difficult to staff, and wage pressure continues to rise. AMRs help facilities reduce repetitive labor demands without increasing headcount.
2. Manufacturing talent shortages: Skilled production labor remains limited across Santa Clara County. By automating non-value-added transport tasks, facilities can reallocate skilled employees to quality control, assembly, and technical operations where human expertise is most critical.
3. Strong semiconductor and electronics manufacturing presence: San Jose is home to semiconductor fabrication support, electronics assembly, and component manufacturing operations that rely on frequent movement of small parts, trays, and kits. Storeroom AMRs provide consistent line-side replenishment while reducing congestion in clean or controlled environments.
4. Growth in medical device manufacturing: Medical device facilities require reliable material flow, traceability, and controlled handling. AMRs support repeatable transport routes while reducing unnecessary human traffic in regulated production areas.
5. Aerospace and precision engineering suppliers: Many aerospace suppliers operate high-precision, low-tolerance workflows that depend on the timely delivery of tools and components. AMRs help ensure predictable movement between tool cribs, inspection stations, and production cells.
6. High-mix low-volume production models: San Jose manufacturers frequently manage changing SKUs, short production runs, and dynamic layouts. Unlike fixed automation, AMRs adapt easily to new routes and workflows without infrastructure changes, making them ideal for flexible manufacturing environments.
Together, these factors make autonomous mobile robots a practical solution for San Jose facilities seeking operational stability, improved material flow, and long-term scalability.
This is where ToDo Robotics works with manufacturing and industrial operations across San Jose to evaluate facility layouts, material movement patterns, and automation readiness, helping teams identify where storeroom AMRs can deliver the greatest operational impact.
Where Are AMRs Being Used in 2026
Storeroom autonomous mobile robots are most effective when deployed for high-frequency, repetitive material movement that consumes labor time but does not require human decision-making.
In San Jose manufacturing environments, these use cases typically occur dozens or even hundreds of times per shift.
Below are the most common and proven storeroom AMR applications:
Parts Transport Between Storeroom And Production
AMRs are frequently used to move components, subassemblies, and consumables from centralized storerooms to production lines.
Typical scenarios include:
Scheduled parts delivery based on production demand
On-demand material requests triggered by operators
Transport between multiple storerooms and production cells
This reduces walking time for technicians and ensures materials arrive consistently without disrupting line flow.
Tool Delivery And Returns
In facilities with dedicated tool cribs, AMRs support secure and traceable tool movement.
Common applications include:
Delivering tools from the crib to workstations
Returning tools after use
Supporting shared tool environments across shifts
Automating tool transport helps reduce downtime and prevents production delays caused by unavailable equipment.
Line-Side Replenishment
Maintaining adequate materials at the line side is critical in high-throughput operations.
AMRs support:
Scheduled replenishment runs
Delivery of totes, bins, or trays to defined drop zones
Consistent timing aligned with takt schedules
This ensures production teams always have required materials without assigning staff solely to material handling.
Kanban Material Movement
Many San Jose facilities operate Kanban-based workflows that depend on rapid response to consumption signals.
AMRs are well suited for:
Transporting full bins when Kanban cards are triggered
Returning empty containers to the storeroom
Maintaining continuous flow without manual intervention
This improves Kanban reliability while reducing congestion caused by carts and forklifts.
Kitting Support
For high mix–low volume environments, AMRs assist with kitting operations by moving prepared kits from the storeroom to assembly or test stations.
Use cases include:
Delivery of assembly kits by job number
Movement between kitting areas and production zones
Support for short production runs and frequent changeovers
This allows kitting teams to operate independently while ensuring timely delivery to the floor.
Returns And Empty Bin Transport
AMRs also manage reverse logistics within facilities.
Common tasks include:
Transporting empty bins back to storage areas
Returning unused components after job completion
Moving rejected or excess materials to inspection zones
Automating return flows helps maintain clean workspaces and prevents clutter around production areas.
By supporting both forward and reverse material movement, storeroom autonomous mobile robots create predictable internal logistics, reducing interruptions, improving material availability, and allowing skilled employees to focus on production rather than transport.
Real-World Use Cases of Storeroom Autonomous Mobile Robots
Across manufacturing, electronics, and industrial operations, AMRs are now being deployed in live production environments to automate daily material movement.
The following real-world examples demonstrate how facilities are using AMRs to transport parts, tools, and inventory between storerooms and production areas:
Precision Manufacturing Facility Automates Daily Internal Transport
A precision manufacturing operation relied heavily on manual transport of crates and small-load carriers between its central storeroom and multiple production zones.
Employees regularly walked long distances each shift to move materials, leading to fatigue, inconsistent delivery timing, and lost productive hours.
What Changed: The facility introduced autonomous mobile robots to handle routine transport tasks between storage and production. Robots were assigned scheduled and on-demand material moves, replacing repetitive walking routes previously handled by operators.
Operational Outcome:
Hundreds of internal transport tasks automated daily
Significant reduction in employee walking distance per shift
More predictable material availability at workstations
Improved throughput without increasing staffing
This case demonstrates how facilities use AMRs to remove non-value-added movement from production roles, allowing skilled workers to remain focused on assembly and quality tasks.
Manufacturing Operation Reduces Material Handling Labor Dependency
A large manufacturing site faced persistent challenges staffing internal material-handling roles. Manual cart transport created bottlenecks, while forklifts introduced safety risks in shared work zones.
What Changed: The facility transitioned routine material movement to autonomous mobile robots operating alongside employees. Robots were assigned to transport totes, bins, and components between storerooms and line-side locations throughout the day.
Operational Outcome:
Reduced reliance on manual material runners
Lower forklift traffic in production aisles
Improved safety in shared workspaces
Measurable reduction in labor costs tied to transport tasks
This use case highlights how AMRs help facilities stabilize operations when labor availability is unpredictable, particularly in high-cost labor markets.
Distribution And Production Support Facility Improves Throughput
A facility supporting production and fulfillment operations struggled with slow internal transport and congestion during peak activity periods. Manual movement of materials limited throughput and created delays between storage and processing zones.
What Changed: The facility implemented autonomous mobile robots to perform repetitive pickup-and-drop tasks across defined routes. Robots operated continuously, coordinating deliveries without interrupting staff workflows.
Operational Outcome:
Faster material cycle times
Increased throughput during peak demand
Reduced congestion in aisles
Improved consistency across shifts
Although applied in a fulfillment-support environment, this case reflects the same challenges faced by storeroom operations, frequent short-distance transport, time-sensitive delivery, and labor-intensive movement.
Each case highlights practical applications where automation replaces repetitive transport tasks, improves material availability, and supports consistent operations without requiring fixed infrastructure or layout redesign.
How Storeroom AMRs Work: Step-By-Step Process
Storeroom autonomous mobile robots follow a predictable operational workflow designed to integrate seamlessly into existing facility processes. Once deployed, they function as part of the internal logistics system, handling routine material movement with minimal human involvement.
Below is a typical step-by-step breakdown of how storeroom AMRs operate inside San Jose manufacturing and production facilities:
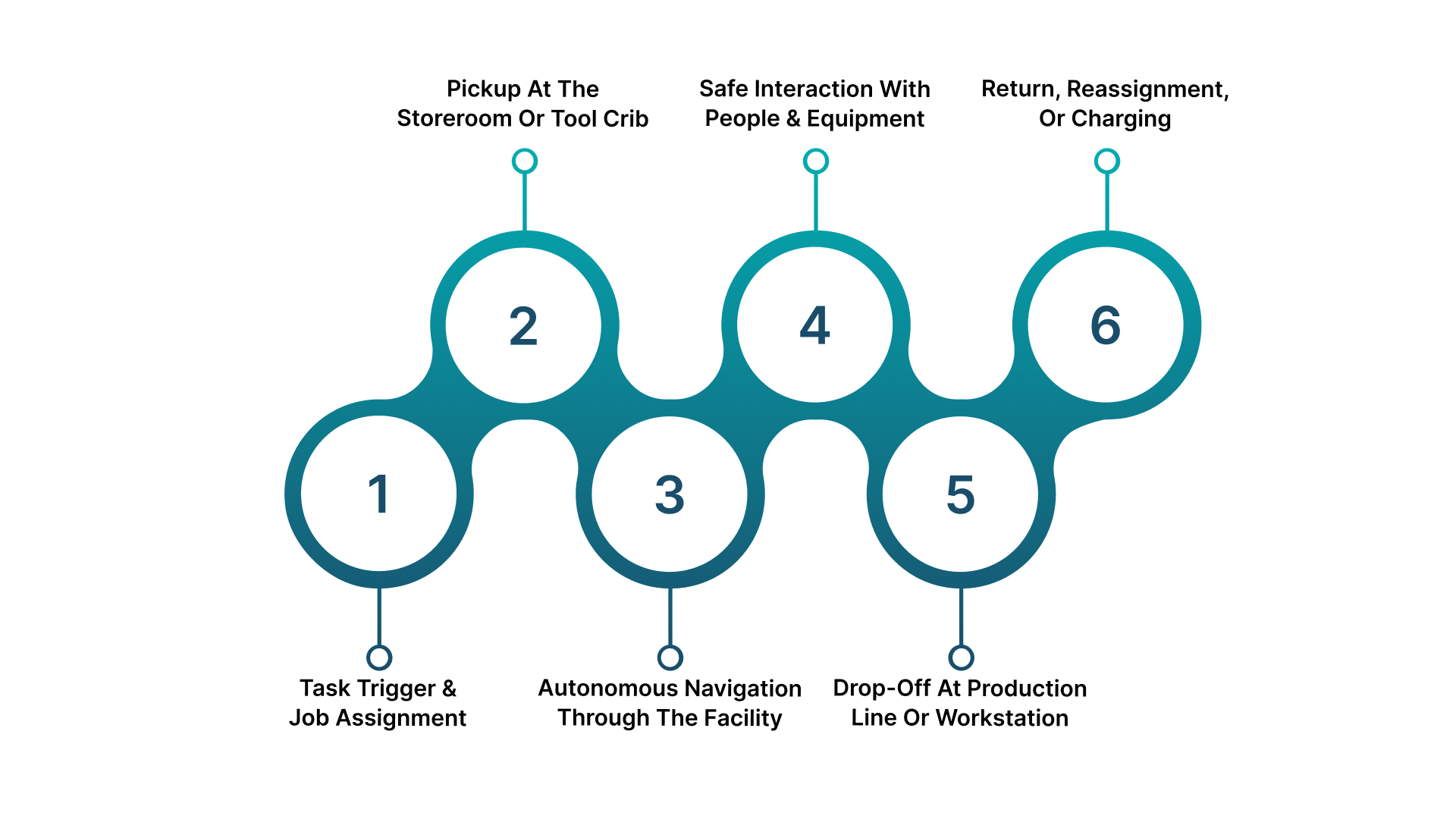
Step 1: Task Trigger And Job Assignment
A transport task is initiated through one of several methods:
Integration with ERP or WMS systems
Automatic triggers from Kanban signals or inventory thresholds
Manual requests from operators or supervisors
Once triggered, the fleet management system assigns the task to the most appropriate available robot based on location, battery level, and workload.
Step 2: Pickup At The Storeroom Or Tool Crib
The assigned AMR navigates to the designated pickup point within the storeroom, tool crib, or kitting area.
Depending on configuration, the robot may:
Dock with shelving or carts
Receive totes, bins, or kits
Load payloads via conveyors or manual placement
Pickup confirmation is logged digitally to maintain traceability.
Step 3: Autonomous Navigation Through The Facility
After pickup, the AMR calculates the most efficient route to its destination using real-time mapping and navigation software.
Key capabilities include:
LiDAR-based SLAM mapping
Dynamic route planning
Automatic rerouting around temporary obstructions
Because routes are not fixed, robots can adapt easily to layout changes or shifting production areas.
Step 4: Safe Interaction With People And Equipment
As the robot travels, onboard sensors continuously scan the environment.
AMRs are designed to:
Detect people, carts, and forklifts
Slow down in shared work zones
Stop automatically if paths are blocked
This allows safe operation in active production environments without requiring cages or restricted zones.
Step 5: Drop-Off At Production Line Or Workstation
Upon arrival at the assigned station, the robot delivers materials to the designated drop-off point.
Delivery methods may include:
Line-side bin placement
Kit delivery to assembly stations
Tool handoff at work cells
Task completion is confirmed automatically through the fleet system.
Step 6: Return, Reassignment, Or Charging
After completing a delivery, the AMR will:
Accept the next available task
Return to a standby location
Navigate automatically to a charging station
Opportunistic charging between tasks allows robots to operate continuously across multiple shifts with minimal downtime.
By following this structured workflow, storeroom AMRs create consistent, predictable internal logistics, reducing material delays, improving line uptime, and minimizing manual transport across the facility.
Key Technologies Used For Storeroom AMRs In 2026
Storeroom autonomous mobile robots combine advanced sensing, navigation, and software systems that allow them to operate safely inside active facilities without fixed infrastructure.
These technologies enable flexible deployment and reliable performance in dynamic production environments.
Core technologies include:
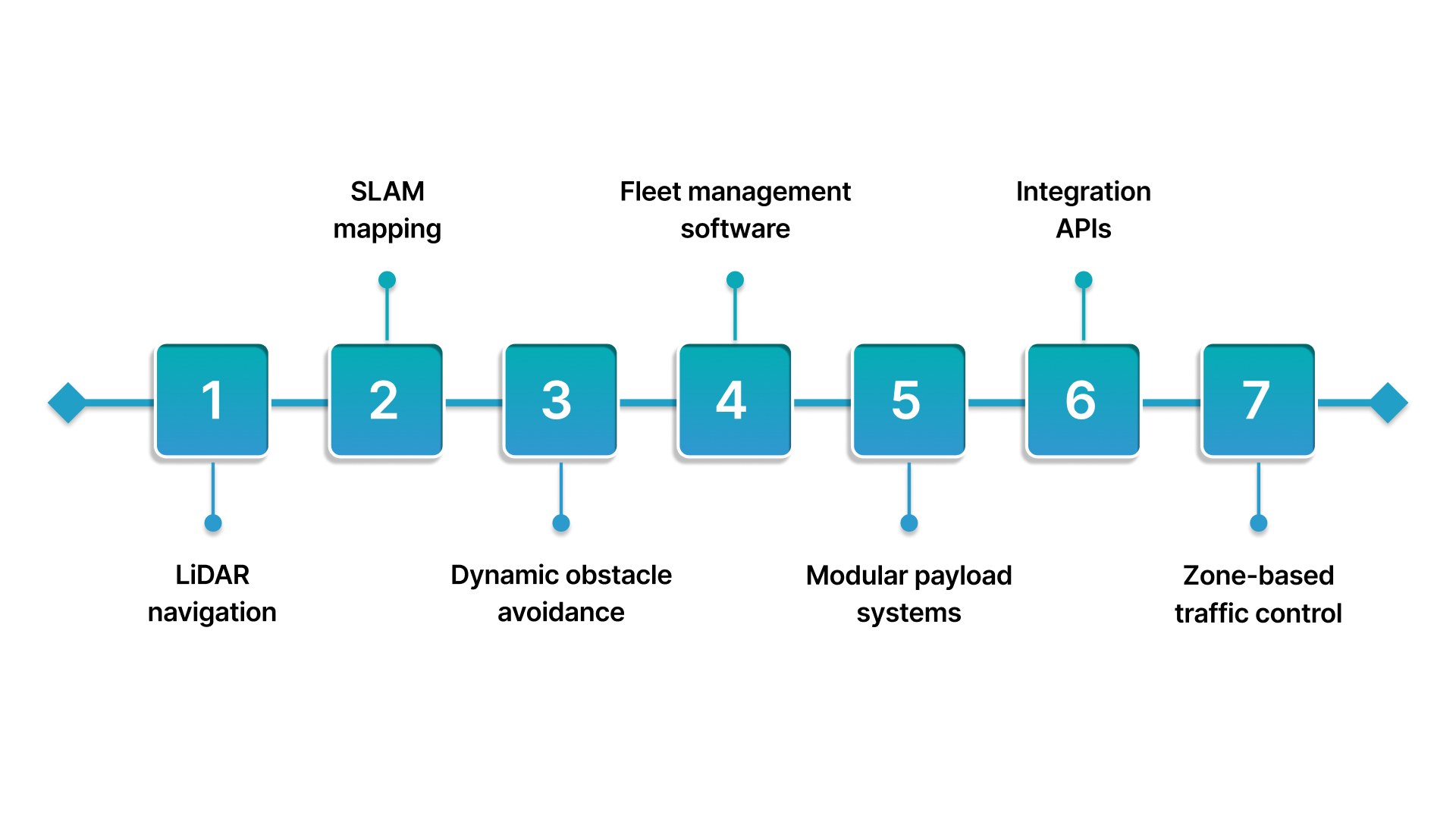
LiDAR navigation: Uses laser-based sensing to detect walls, racks, equipment, and people, enabling precise indoor positioning even in low-light conditions.
SLAM mapping: Simultaneous Localization and Mapping allows robots to build and update digital facility maps in real time without floor markers.
Dynamic obstacle avoidance: Sensors and cameras detect moving and static obstacles, allowing robots to slow, reroute, or stop safely in shared workspaces.
Fleet management software: Centralized platforms manage task assignment, robot coordination, battery monitoring, and performance analytics across multiple AMRs.
Modular payload systems: Interchangeable top modules support totes, bins, carts, kits, or custom material carriers.
Integration APIs: Open APIs connect AMRs with ERP, WMS, or MES systems for automated task triggering and data visibility.
Zone-based traffic control: Configurable speed and behavior zones enable safer movement in pedestrian areas and higher efficiency in restricted aisles.
Together, these technologies allow storeroom AMRs to function as adaptive internal logistics systems, improving material flow while maintaining safety, flexibility, and scalability.
Business Benefits For San Jose Operations
Storeroom autonomous mobile robots deliver measurable value by addressing the daily operational challenges faced by San Jose manufacturing and production facilities.
Rather than replacing core labor roles, AMRs reduce inefficiencies tied to internal material movement.
Key business benefits include:
1. Reduced forklift traffic: AMRs handle small-load and repetitive transport tasks, decreasing congestion and improving safety in narrow aisles and shared production zones.
2. Lower labor dependency: Automating routine transport reduces reliance on manual runners and material handlers, helping facilities operate despite ongoing labor shortages.
3. Improved inventory accuracy: Automated pickups and drop-offs create consistent material movement records, supporting better inventory visibility and traceability.
4. Faster line-side replenishment: Scheduled and on-demand deliveries ensure production lines receive materials on time, minimizing downtime caused by missing components.
5. Predictable material flow: AMRs operate on defined workflows and schedules, creating consistent internal logistics regardless of shift changes or staffing levels.
6. Improved workplace safety: Reduced manual transport and fewer forklifts lower the risk of collisions, fatigue-related incidents, and material handling injuries.
By stabilizing internal logistics, storeroom AMRs help San Jose operations improve throughput, reduce variability, and scale production without increasing labor or infrastructure complexity.
How ToDo Robotics Helps San Jose Businesses Implement Storeroom AMRs
As manufacturing and industrial operations across San Jose continue to modernize internal logistics, autonomous mobile robots have become a practical solution for improving material flow and reducing labor dependency.
ToDo Robotics supports facilities exploring AMR automation by delivering deployment-ready solutions designed for real production environments.
Rather than applying standardized systems, ToDo Robotics follows an application-specific approach based on facility layout, material movement patterns, operating hours, and production workflows.
Depending on operational requirements, ToDo Robotics provides:
Storeroom autonomous mobile robots designed for indoor transport of parts, tools, totes, and kits.
Payload-configurable AMRs supporting bins, carts, shelves, and custom material carriers.
Autonomous navigation systems using LiDAR and SLAM mapping for safe operation in active production areas.
Fleet management software enabling real-time task dispatch, traffic coordination, and performance monitoring.
AMR deployments are selected based on the full operating environment — not robot specifications alone. ToDo Robotics works with San Jose facilities to align robot configuration with travel distances, delivery frequency, shift patterns, and line-side demand.
To support reliable day-to-day operation, solutions can include:
ERP, WMS, or MES integration options
Zone-based speed and traffic control
Automated charging and multi-shift operation capabilities
This ensures AMRs function as an integrated part of internal logistics rather than isolated automation assets.
Beyond storeroom AMRs, ToDo Robotics offers a broader portfolio of automation solutions designed to support efficiency and consistency across industrial facilities.
These include:
Autonomous cleaning robots for production floors, corridors, and warehouse areas.
Robotics consultation and site assessments to evaluate feasibility, workflow optimization, and ROI potential.
Installation and commissioning services, including mapping, testing, and validation.
Staff training programs delivered on-site or remotely.
Ongoing maintenance and technical support, including preventive servicing and software updates.
By combining AMR technology, deployment expertise, and long-term support under a single framework, ToDo Robotics enables San Jose facilities to scale automation confidently while maintaining operational continuity across departments and locations.
Conclusion
Storeroom autonomous mobile robot adoption presents different challenges depending on facility layout, material flow requirements, production volume, and workforce availability. Deploying the wrong automation or implementing AMRs without a clear operational strategy can limit efficiency gains, create workflow friction, and reduce long-term return on investment.
ToDo Robotics supports San Jose facilities through application-specific AMR solutions, workflow-aligned deployment planning, and full-lifecycle support designed for real manufacturing and industrial environments.
Speak with ToDo Robotics to discuss how storeroom autonomous mobile robots can support your internal logistics and automation strategy.
Frequently Asked Questions (FAQs)
1. How long does a typical AMR deployment take?
Deployment timelines vary by facility size and integration needs, but most storeroom AMR implementations are completed within a few weeks following site assessment and mapping.
2. Do storeroom AMRs require facility modifications?
No major structural changes are usually required. AMRs operate without floor markers or fixed tracks, allowing deployment within existing layouts.
3. Can AMRs operate across multiple shifts?
Yes. With automated charging and fleet scheduling, storeroom AMRs can support continuous multi-shift operations with minimal downtime.
4. Are AMRs suitable for older manufacturing facilities?
In many cases, yes. AMRs can adapt to legacy layouts as long as floor conditions, aisle widths, and connectivity meet minimum requirements.
5. How is AMR performance measured after deployment?
Performance is typically tracked through fleet software using metrics such as completed tasks, travel distance, utilization rate, and delivery cycle time.